|
Miscellaneous things, some more significant than others.....
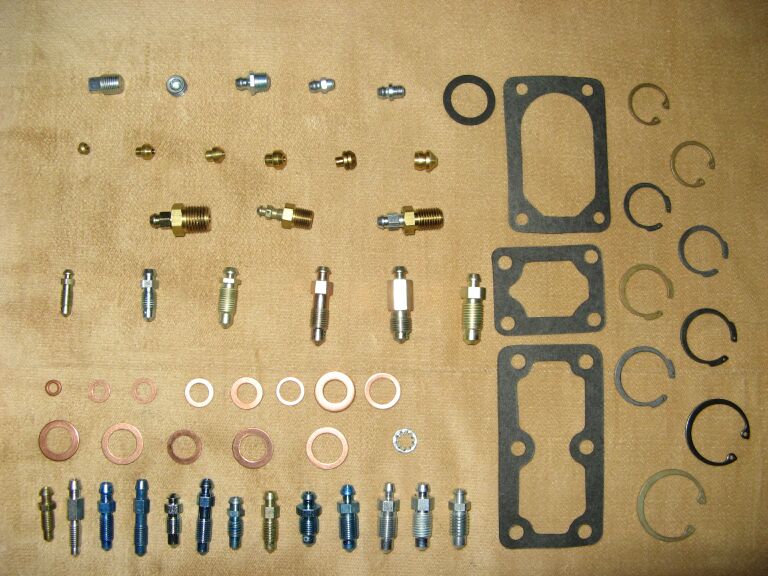
Parts which we include with sleeved
cylinders as needed
We charge $10 to install a bleeder repair kit, but all the other
items are included at no charge with those cylinders which need them. Pictured
are 1/8" pipe plugs, various grease fittings, brass tube seats, reservoir
gaskets, inch and metric
bleeder screws, copper gaskets, lockwasher, and piston retaining clips.
back to top
The 1967 Master
cylinder is a good upgrade for older Econolines
This is the one-year-only master cylinder used in the 1967 Ford
Econoline vans and pickups. It is very close to a bolt-in upgrade to dual
circuit for 1960-1966 models. They were originally fitted with residual valves
under the tube seats in the rear and side outlet ports. These valves are needed
for drum brakes to prevent the wheel cylinders from pumping air past the cups on
the return stroke when the brake pedal is released.
If you are using this cylinder as part of a conversion to front
disk brakes, you should connect the disk brakes to the side outlet and remove
the residual valve from under the side tube seat. Bendix manufactured this
cylinder with the unequal reservoir sizes appropriate for disk brakes
anticipating that a disk brake option would be offered in subsequent years, but
Ford fooled them and went to the second generation Econoline in 1968. We were
told a few years ago by a customer who is a retired Bendix engineer that they
had invested a great amount of money in tooling and inventory for this cylinder,
and were very upset when Ford told them that no more would be
required. Our customer's department was responsible for disassembling and
scrapping thousands of these cylinders in 1968. Sure wish we could have bought a
few...
If you send us one of these for a complete rebuild, tell us how
you are using it and we will set it up properly for your application. If you're
sending one for sleeving only and include the residual valves and seats from
your rebuild kit, we'll be happy to install them as needed.
Note that cylinders made early in the model year have a stop
bolt in the bottom of the bore next to the side outlet. The stop bolt was
deleted in later production. The castings still have the raised area, but it is
not drilled and tapped for the bolt.

Here's a picture of a 1967 Econoline cylinder all dressed up in VHT Bright
Blue paint.

back to top
An Ugly, Dangerous Situation
We often see little cosmetic or mechanical glitches that make us shake our
heads, but we rarely see something that has us running for the camera so we can
document it. This one really caught our attention. We immediately called our
customer to confirm our understanding that the work was done by one of the
leading names in brake cylinder restoration, and quite frankly we were
disappointed to learn we were correct. We've always preferred to compete on the
basis of customer service and have never criticized the quality of their work. We have
even referred
customers to them in the past for certain jobs we don't handle. We don't
believe we'll be comfortable doing that in the future.
The cylinder in question is the very rare 1965-1966 Corvette dual-circuit
power disk brake unit with the two screw caps.

It was sent with the complaint that it would not
bench-bleed. We were surprised to see that it contained an obviously brand-new
primary piston, as new pistons for these cylinders have not been available for
many years. Current rebuild kits contain only new rubber parts to install on the
old pistons. We were even more surprised to see that it was on the verge of
falling apart.

This piston assembly is made so that it is the correct length when the shoulder bolt
is tightened all the way into the piston. As you can see from the photo, this
bolt is about 3/16" from tight. This was done in an attempt to duplicate the
overall length of the correct piston assembly, but no effort was made to secure
the bolt at this setting. Further, since the hole in the piston has no threads
for the first 1/8" or so, there were fewer than two threads engaged. We
were able to take it apart with our fingers, whereas we normally have to use
proper tools and considerable effort.
By the time we got the secondary piston out, we realized that the entire bore
of the newly sleeved cylinder was about 0.001" too small and that there was an
additional restriction in diameter at the location of the secondary ports. This,
combined with the divot in the secondary piston probably caused by tightening
the piston retaining screw onto the rib of the piston instead of behind it, was
the cause of the bench-bleeding difficulty.
We consider it fortunate that the secondary piston was sticking, as otherwise
the owner would have been able to install and use the cylinder--until the bolt
came out of the primary piston, at which time it would have failed to operate
properly.
The owner wanted his cylinder back by Next Day shipment in order to make a
car show, so we didn't have time to order a proper shoulder bolt. Instead, we
fabricated a temporary replacement from a standard Allen-head bolt.

Assembling the piston tightly with this bolt resulted in an assembly with the
correct overall length, and allowed us to get the cylinder back to the customer
in time for his car show. He reported later that the cylinder bench-bled
properly and worked perfectly in the car. We'll get the cylinder back in the shop
in the near future to replace the
all-thread bolt with a correct shoulder bolt.
back to top
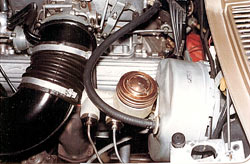
Converting Master Cylinders to 3/4" with Wilwood Parts
We see this type of combination clutch/brake master cylinder
fairly often. The first one was originally used in International trucks, and the
second in early '60s GM trucks.
One is installed in a street rod; the other in a 51 Ford Altered Wheelbase
drag racer.
.
This owner has installed a
Wilwood pull-type hydraulic clutch slave
cylinder which requires a clutch master cylinder with a bore of 3/4". Attempting
to operate the Wilwood cylinder with a 1" master results in very high pedal
effort and poor clutch feel as well as driving the Wilwood cylinder to the stop,
which is not good.
Reducing the diameter to 3/4" is an easy matter for us. The problem arises in
finding parts to put in the new bore. Fortunately, Wilwood offers a
3/4" master
cylinder rebuild kit, their number 260-6898, which includes a new piston that is almost the same length
as the original 1" piston. Since it is a clutch master, which will be operated
through its full travel at every application, and since the Wilwood piston
assembly is 1/8" shorter, we must check some dimensions to be sure that the
modified cylinder will have enough travel and that the leading edge of the
secondary cup (the one closest to the mouth of the bore, to the right in the
photo below) does not pass the inlet
port, which would allow fluid to run past the seal and out of the cylinder at
the bottom of the pedal stroke.
|

|

|
The photo on the left shows that the leading edge of the secondary seal must
not get closer than about 3" to the bottom of the bore, which is to the left.
We must therefore insure that the piston bottoms out solidly before the seal
reaches that point, else fluid will run past the seal and out the open end of
the bore..
The photo on the right shows the plugs that the factory installed in the
original return spring to limit piston travel. Since the Wilwood return spring
is wound straight for most of its length and is a fairly close fit in the bore,
we can rely on the spring itself for most of the limitation. We added a brass
washer measuring about a tenth of an inch to fine-tune the travel limit. It is,
of course, best if the pedal itself has a limiting arrangement to stop the
travel before the piston bottoms out, but just in case it doesn't we have the
problem handled.
The next issues that must be addressed are the pushrod and the overall piston
length. As the photo on the left shows, the original piston has a deep pocket to
receive the end of a pushrod which is secured to the clutch pedal. The Wilwood
piston requires that the pushrod be captured at the cylinder by a washer with a
conical recess. The Wilwood retaining washer was too thick, making the effective
overall length of the piston too long. We machined a conical recess in a
standard USS flat washer turned to the correct OD to make a new one. This allows
the primary pressure seal, on the left in the right-hand photo, to return past
the compensating port on the return stroke of the piston after pedal release.
 |
 |
The last thing we need to check is the piston travel as installed in
the International cylinder with the reduced bore. Wilwood tells us that any of
their 3/4" master cylinders, which have strokes of 1-3/8" and 1-7/16", will work
with their slave cylinder. Our completed cylinder has a stroke of just over
1-3/8", so it should drive the Wilwood slave cylinder properly.

The GM version is very similar. It has 3 mounting holes rather
than four, and has 1-1/8" bores rather than 1". Also, the clutch and brake bores
are on opposite sides because the GM pedal assembly has a tube-within-a-tube
design that reverses the linkages. (NOTE: If you are going to use this
cylinder with a non-reversing pedal assembly, you MUST tell us.) All of the same measurements were made and
compared. In this cylinder we were able to use the Wilwood retaining washer and
let it into a counterbore in the thick-walled sleeve. The Wilwood return spring
is just the right length at coil bind to limit the travel of the piston. This
picture shows the cylinder after sleeving of the clutch bore.

This picture shows the counterbore....

...and this picture shows the cylinder after assembly but
before the dust boots were fitted.

1963 Z06/1964 J56 Corvette Master Cylinder
This is a special cylinder
used only on the high-performance Z06 model with production of 199 in 1963, and
on the J56 model with production of 24 in 1964. There is a very interesting
article on this car at
z06vette.com which includes the photo at right.
The next photo is from
VetteWeb.com. At right is a photo of one that came into our shop with
multiple problems after it was sent to a production rebuilder. See our article
on this cylinder here.
back to top
Bendix Master Cylinders for 1965-66 Corvette and Mustangs
with Manual Disc Brakes
We have been asked about the differences between the Bendix
2225032 castings used on the 1965-66 Mustangs and Corvettes with manual disc
brakes. Below is a photo of a pair of these cylinders, and they appear at first
glance to be identical. However, there are two significant differences in
addition to the date codes in the castings. The Corvette version has a 1" bore
and mount bolt spacing of 3-3/8". The Mustang version has a 15/16" bore and
mount bolt spacing of 3-3/16".
Most of the Corvette masters have a single outlet port threaded
7/16"-24 with a brass tube seat for a standard inverted flare 1/4" brake tube
nut. Mustang masters have several different outlet port arrangements. Some have two outlet ports threaded 1/8" pipe thread. One port receives a
brake light switch and the other receives a brass manifold which accepts 3/8"-24
inverted flare tube nuts. A typical Ford manifold is shown below, but is not
correct for the Mustang application. Others have two outlet ports threaded
3/8"-24 with brass tube seats. We have also seen the Ford cylinder
(photo below) with a casting number of 618967. Our guess is that this may be an
early version.


back to top
Benditalia and Bonaldi
Dual Master Cylinders
These cylinders are used in Ferrari, Alfa Romeo, Fiat and other
Italian and European cars. We see them in three sizes--7/8", 23mm and 1".
Some suppliers refer to the 7/8" cylinder as 22mm and the 1" as 25mm, but those
are "soft"
conversions. Some suppliers refer to the 23mm cylinder as 29/32"
Here we show a Bonaldi 7/8" cylinder, but they are all very
similar. Note that the washer at the lower right is not the original washer.
This one is a very thin washer from a domestic cylinder. The original washer is
about 1/32" thick. We're going to replace it with a custom part, so it doesn't
matter. Also, the brass collar next to the small spring at bottom is one we made
to replace the missing original part.

We can sleeve all sizes of this cylinder. The original doughnut-shaped seals
are available, but the 7/8" size are a very poor fit. They may be a duplicate of
a worn-out part, or allowance may not have been made for shrinkage in the
molding process. They are only 0.002" or so larger than the bore
they fit, which is not enough to seal properly. Cylinders assembled with these
seals will bypass under pressure.
We have identified lip-type seals from the catalog of our U.S. brake rubber
parts supplier that are a good fit. They work very well as a direct replacement in the pumping seal
locations, which are to the left of the two pistons in the above photo. The seal
at the intermediate position, the one at lower right in the photo above, is held
in place by the middle return spring bearing against it with the washer
mentioned earlier in between to protect the seal from the spring. See the next photo
showing all the parts in line. This works fine with the original seals because
they are solid blocks of stiff rubber, but if we allow the spring to bear against the
lip-type seal it will be crushed.

The photo below shows the piston assemblies with the new seals fitted. In
place of the intermediate washer we have fitted a hat-shape spring seat which
bears against the end of the piston and establishes a groove for the lip seal.
The new spring seat takes all the pressure from the return spring. We make these
spring seats from solid brass bar stock.

The next photo shows the full length of the piston assemblies.

The OE-style replacement seals for the 23mm and 1" versions of these
cylinders are a slightly better fit, but some of our customers have had similar
troubles with them. We have lip-type seals for all three sizes, and can replace
them in the same way we did this cylinder.
Customers for whom we have converted cylinders in this manner report that
they bleed quickly and work well.
back to top
|